Tak naprawdę, stal nierdzewna przed korozją zabezpieczona jest tylko cienką, nieprzepuszczalną warstwą powierzchniową - warstwą pasywną - która składa się głównie z tlenku chromu. Zawartość tlenu w atmosferze lub natlenionych roztworach wody, jest z reguły wystarczająca do powstania i zachowania tej warstwy pasywnej. Niestety, wady i niedoskonałości powierzchni powstałe podczas operacji produkcyjnych mogą zakłócić proces odtwarzania się warstwy i ograniczyć odporność na kilka typów korozji miejscowej. Oznacza to, iż proces czyszczenia w końcowej fazie obróbki stali nierdzewnej jest często konieczny, w celu przywrócenia akceptowalnej jakości powierzchni zarówno pod względem czystości i korozji.

Opis zdjęcia lub np. źródło
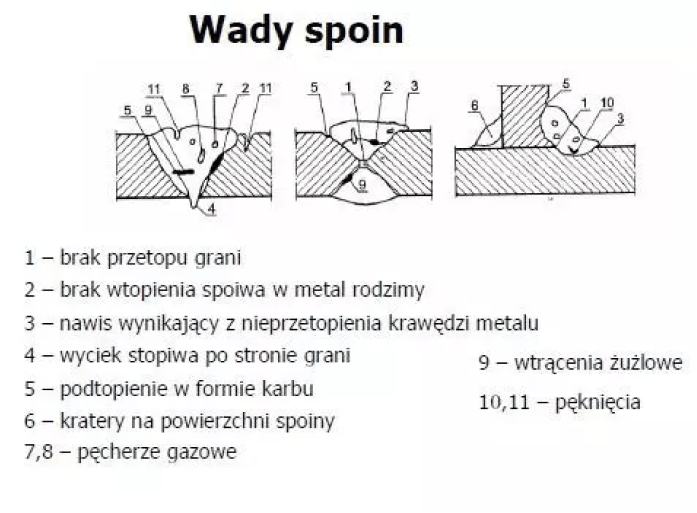
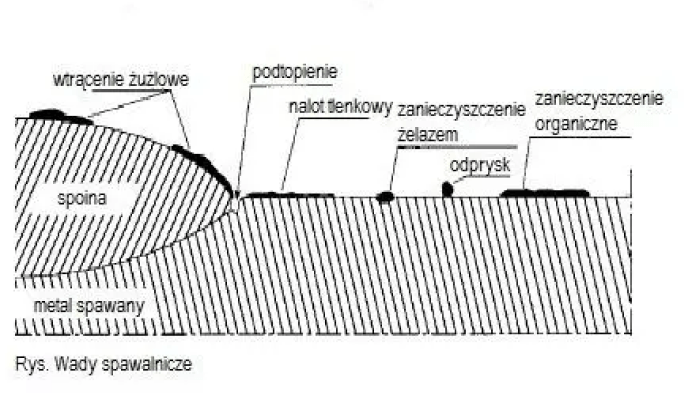
Wady spawalnicze
Podtopienia, rozpryski spawalnicze, niepełne wtopienia lub miejsca zajarzenia łuku, to tylko kilka typowych przykładów na defekty spawalnicze. Tego typu defekty nie dość, iż mają wpływ na odporność i powstawanie korozji miejscowej, to dodatkowo wpływają na własności mechaniczne materiału. Z reguły, w takich przypadkach, defekt usuwa się poprzez zeszlifowanie lub spawanie naprawcze.

Opis zdjęcia lub np. źródło
Barwa nalotowa i zgorzelina tlenkowa
Utlenianie w wysokiej temperaturze - wywołane takimi procesami jak obróbka cieplna lub spawanie - tworzy warstwę tlenku o gorszych właściwościach ochronnych, w porównaniu z własnościami pierwotnej warstwy pasywnej. Dodatkowo, następuje związane z tym zubożenie chromowe w metalu bezpośrednio pod tlenkiem. W celu przywrócenia odporności na korozję konieczne jest usunięcie strefy zubożonej, która znajduje się pod nalotem powstałym podczas spawania. Usuwa się ją razem z nalotem przy użyciu past (TurboZ) lub żeli trawiących (PROCAP).
“In a world older and more complete than ours they move finished and complete, gifted with extensions of the senses we have lost or never attained, living by voices we shall never hear.”
— Olivia Rhye, Product Designer
Chropowatość powierzchni
Nadmierne szlifowanie, śrutowanie lub nierówne szwy powstałe podczas spawania, mogą powodować chropowatość powierzchni, a co za tym idzie, sprzyjać gromadzeniu się osadów. Jednocześnie zwiększa się ryzyko zarówno zanieczyszczenia produktu jak i korozji. Często podczas intensywnego szlifowania mają miejsce wysokie naprężenia rozciągające, które zwiększają ryzyko korozji wżerowej oraz naprężeniowego pękania korozyjnego. Pomimo istnienia indeksów maksymalnej dopuszczalnej chropowatości powierzchni, generalnie należy unikać w procesie produkcji metod prowadzących do powstawania chropowatości powierzchni.
Zanieczyszczenie żelazem
Cząsteczki żelaza mogą powstać wskutek obróbki
mechanicznej pochodzącej od:
- urządzeń do formowania na zimno lub cięcia
- pasów i tarcz szlifierskich zanieczyszczonych materiałami niskostopowymi
- urządzeń do piaskowania lub śrutowania
Dodatkowo, podczas przenoszenia materiałów podczas produkcji wieloetapowej, transportu lub po prostu przez osiadanie pyłu zwierającego cząsteczki żelaza. Przedmiotowe cząsteczki korodując w wilgotnym powietrzu, uszkadzają warstwę pasywną (w przypadku większych cząsteczek może nawet dochodzić do pęknięć).
Zanieczyszczenie organiczne
Smary, oleje, farby, pozostałości kleju czy też nawet odciski butów, to typowe zanieczyszczenia organiczne mogące powodować korozję szczelinową w podatnych środowiskach. Ponadto, mogą powodować zanieczyszczenie produktów mających kontakt z danym urządzeniem oraz uniemożliwić efektywne zastosowanie trawienia powierzchni. Ten typ zanieczyszczenia powinien być usuwany przy zastosowaniu odpowiedniego środka do czyszczenia wstępnego lub do odtłuszczenia (polecamy gamę produktów typu PROSOLV). W nieskomplikowanych przypadkach można zastosować strumień gorącej wody pod ciśnieniem lub odtłuszczanie za pomocą aerosoli ARDROX.
Jan Kowalski
Lorem ipsum dolor sit amet, consectetur adipiscing elit, sed do eiusmod
tempor incididunt ut labore et dolore magna aliqua. Ut enim ad minim veniam,